نوشته های مرتبط



خمکاری تسمه آلومینیوم یک فرآیند شکل دهی رایج در صنایعی مانند ساخت قاب، نمای ساختمان و تولید ماشین آلات است که با چالش های فنی مهمی همراه می باشد. پدیده اعوجاج یا تغییر شکل ناخواسته در حین یا پس از خمکاری، یکی از اصلی ترین معضلاتی است که می تواند منجر به تاثیرات ابعادی، کاهش استحکام ساختاری و در نهایت، رد محصول نهایی شود.
جلوگیری از اعوجاج در فرآیند خمکاری تسمه آلومینیوم نیازمند درک عمیق از عوامل موثر بر این پدیده، از جمله خواص ماده، هندسه قالب و پارامترهای عملیاتی است. اعوجاج معمولا به صورت تاب برداشتن، پیچ خوردگی یا برآمدگی در ناحیه خم ظاهر می شود و کنترل آن مستلزم اتخاذ یک رویکرد سیستماتیک و پیشگیرانه است. این مقاله به بررسی روش های کاربردی و تکنیک های پیشرفته برای کاهش و حذف این عیب می پردازد.
عوامل اصلی ایجاد اعوجاج در خمکاری تسمه آلومینیوم
شناسایی ریشه های ایجاد اعوجاج اولین گام در جهت کنترل موثر آن است. این عوامل به طور کلی در سه دسته خواص ماده، پارامترهای فرآیند و طراحی قالب قرار می گیرند که هر کدام سهم قابل توجهی در بروز این مشکل دارند.
تاثیر خواص مکانیکی آلیاژ آلومینیوم
ویژگی های ذاتی آلیاژ آلومینیوم مورد استفاده، نقش تعیین کننده ای در رفتار آن در طول فرآیند خمکاری ایفا می کند. آلیاژهای نرم تر مانند سری ۱xxx و ۳xxx به دلیل دارا بودن حدتسلیم پایین و ازدیاد طول بیشتر، انعطاف پذیری بالاتری داشته و نسبت به اعوجاج کمتر حساس هستند.
در مقابل، آلیاژهای سخت شده مانند سری ۶xxx و ۷xxx که استحکام بالاتری دارند، تمایل بیشتری به بازگشت فنری و ایجاد اعوجاج نشان می دهند. شرایط تیمار حرارتی ماده نیز بسیار حیاتی است.
نقش پارامترهای فرآیند خمکاری
تنظیم نادرست پارامترهای ماشین کاری یکی از متداول ترین دلایل ایجاد اعوجاج است. سرعت خمکاری بیش از حد بالا می تواند باعث ایجاد تنش های پسماند شدید در ماده شود. همچنین، شعاع خم بسیار کوچک نسبت به ضخامت تسمه، ماده را تحت کرنش شدید قرار داده و خطر ترک خوردگی و اعوجاج را افزایش می دهد.
تولید تسمه در آلوم متال
آلوم متال با کنترل دقیق ترکیب شیمیایی و فرآیندهای تولید، تسمه آلومینیومی با خواص بهینه برای خمکاری تولید می کند. آلوم متال آراک با بهره گیری از تکنولوژی های پیشرفته، اطمینان حاصل می نماید که محصول نهایی دارای ساختار یکنواخت و مقاومت در برابر اعوجاج باشد.
راهکارهای کاهش اعوجاج
استفاده از تکنیک خمکاری افزایشی، کنترل دقیق نرخ کرنش و بهینه سازی شعاع خم از مهمترین راهکارهای کاهش اعوجاج هستند. همچنین انتخاب آلیاژ مناسب با توجه به نوع کاربرد می تواند تاثیر بسزایی در کیفیت نهایی محصول داشته باشد.
مقایسه آلیاژهای مختلف
آلیاژ 1100 به دلیل نرمی و انعطاف پذیری بالا، کمترین حساسیت به اعوجاج را دارد. در مقابل، آلیاژ 6061 با وجود استحکام بالاتر، نیازمند کنترل دقیق تر پارامترهای خمکاری برای جلوگیری از اعوجاج می باشد.
نقش پارامترهای فرآیند خمکاری
تنظیم نادرست پارامترهای ماشین کاری یکی از متداول ترین دلایل ایجاد اعوجاج است. سرعت خمکاری بیش از حد بالا می تواند باعث ایجاد تنش های پسماند شدید در ماده شود. همچنین، شعاع خم بسیار کوچک نسبت به ضخامت تسمه، ماده را تحت کرنش شدید قرار داده و خطر ترک خوردگی و اعوجاج را افزایش می دهد. میزان فشار وارده توسط نگهدارنده (Clamp) نیز باید به دقت کنترل شود تا از لغزش ماده جلوگیری گردد، بدون آن که باعث تغییر شکل موضعی شود.
- شعاع خم نامناسب: استفاده از شعاع خم کوچکتر از حد مجاز توصیه شده برای ضخامت و آلیاژ خاص.
- سرعت عملیات: سرعت بالا باعث تمرکز تنش و سرعت بسیار پایین ممکن است باعث کارسردی ناخواسته شود.

روش های طراحی قالب برای جلوگیری از اعوجاج
طراحی بهینه قالب می تواند به طور موثری تنش های وارده را توزیع کرده و از تمرکز آن در یک نقطه جلوگیری کند. انتخاب جنس، ابعاد و هندسه صحیح قالب از ملزومات اساسی برای دستیابی به خم های با کیفیت است.
انتخاب جنس و پوشش سطحی قالب
جنس قالب باید به گونه ای انتخاب شود که استحکام کافی برای مقاومت در برابر سایش ناشی از تماس مداوم با آلومینیوم را داشته باشد. فولادهای工具ی با پوشش های سخت مانند کروم یا نیترید تیتانیوم نه تنها عمر قالب را افزایش می دهند، بلکه با کاهش اصطکاک، حرکت یکنواخت تسمه آلومینیوم روی سطح قالب را امکان پذیر می سازند. این کاهش اصطکاک به طور مستقیم از ایجاد تنش های برشی اضافی و در نتیجه اعوجاج می کاهد.
بهینه سازی شعاع سنبه و ماتریس
شعاع سنبه (Punch) و ماتریس (Die) باید بر اساس ضخامت تسمه (t) محاسبه شود. به طور کلی، برای بیشتر آلیاژهای آلومینیوم، شعاع داخلی خم نباید از ضخامت ماده کمتر باشد. یک قانون تجربی رایج، استفاده از شعاع خم معادل ۴ تا ۶ برابر ضخامت تسمه برای جلوگیری از اعوجاج و ترک خوردگی است. همچنین، فاصله بین لبۀ ماتریس (V-Die Opening) باید حدود ۸ تا ۱۲ برابر ضخامت ماده در نظر گرفته شود.
تکنیک های عملیاتی برای کاهش اعوجاج
علاوه بر طراحی، نحوه اجرای فرآیند نیز دارای اهمیت فوق العاده ای است. اپراتورهای مجرب با به کارگیری تکنیک های خاص می توانند بر چالش اعوجاج غلبه کنند.
استفاده از تکنیک خمکاری
در این تکنیک، به جای اعمال زاویه خم نهایی در یک مرحله، خم به صورت چندین مرحله ای و با زوایای کوچک و بزرگی ایجاد می شود. این روش باعث توزیع یکنواخت تنش های پسماند در حجم بیشتری از ماده شده و احتمال تاب برداشتن و اعوجاج را به میزان قابل توجهی کاهش می دهد. این روش به ویژه برای خمکاری تسمه های آلومینیومی با عرض زیاد و ضخامت بالا بسیار موثر است.
کنترل دقیق نرخ کرنش و بازگشت فنری
بازگشت فنری (Springback) پدیده ای اجتناب ناپذیر در خمکاری آلومینیوم است که باید برای جبران آن، زاویه خم کمی بیش از حد لازم اعمال شود. محاسبه دقیق میزان بازگشت فنری بر اساس آلیاژ، شرایط تیمار و ضخامت ماده ضروری است. کاهش نرخ کرنش با پایین آوردن سرعت خمکاری، به ماده اجازه می دهد تا به شکل کنترل شده تری تغییر شکل دهد، که این امر کنترل بازگشت فنری و کاهش اعوجاج را ساده تر می کند.
مقایسه روش های خمکاری از نظر احتمال اعوجاج
انتخاب روش خمکاری مناسب می تواند تاثیر شگرفی بر کیفیت نهایی محصول داشته باشد. هر روش مزایا و معایب خاص خود را در زمینه کنترل اعوجاج دارا می باشد.
| روش خمکاری | اصول کار | میزان احتمال اعوجاج | مناسب برای |
|---|---|---|---|
| خمکاری پرسی (V-Bending) | استفاده از سنبه و ماتریس V شکل | متوسط | تولید انبوه، ضخامت های متعارف |
| خمکاری سه نقطه ای (Air Bending) | تماس نقطه ای سنبه با ماده | پایین | نمونه سازی، ضخامت های مختلف |
| خمکاری غلتکی (Roll Bending) | عبور ماده از بین سه غلتک | بسیار پایین | خم های با شعاع بزرگ و استوانه ای |
| خمکاری کششی (Stretch Bending) | ترکیب کشش و خمش | کم | پروفیل های پیچیده، کاهش بازگشت فنری |
قیمت گذاری تسمه آلومینیوم
قیمت تسمه آلومینیوم مستقیما بر نوع آلیاژ، ابعاد (عرض و ضخامت)، شرایط تیمار حرارتی و مقدار سفارش مشتری تاثیر می پذیرد. تسمه های آلیاژی با استحکام بالاتر که معمولا مقاومت بهتری در برابر اعوجاج دارند، Naturally قیمت بالاتری نیز دارند. برای دریافت قیمت دقیق و به روز تسمه آلومینیوم مورد نیاز خود با مشخصات فنی کامل، می توانید از طریق ابزار استعلام زیر اقدام نمایید.
کاتالوگ تسمه آلومینیوم
دسترسی به کاتالوگ فنی جامع شامل جداول استاندارد ابعاد، خواص مکانیکی آلیاژهای مختلف، حداقل شعاع خم مجاز برای هر ضخامت فرآیندی برای طراحان و اپراتورها امری ضروری است. این کاتالوگ به انتخاب بهینه ماده و پارامترهای فرآیند کمک شایانی می کند.
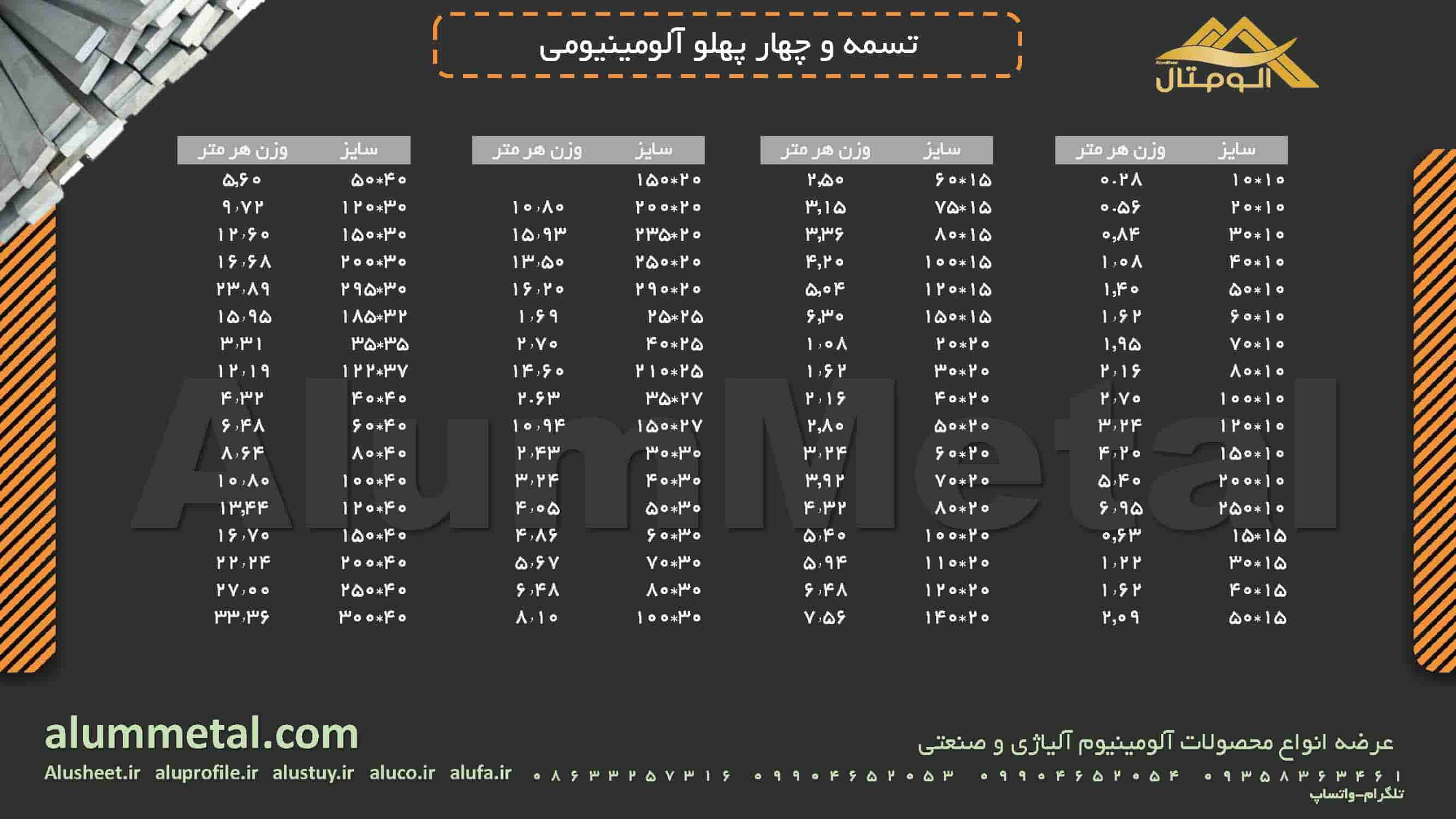
محاسبه وزن تسمه و چهارپهلو آلومینیوم
برای محاسبه وزن انواع تسمهها و پروفیلهای چهارپهلو آلومینیومی با آلیاژهای مختلف میتوانید از این ماشین حساب استفاده نمایید. مقادیر طول و ابعاد مقطع را وارد کنید تا وزن دقیق محاسبه شود.
نکات مهم برای محاسبه صحیح:
- اطمینان حاصل کنید که واحدهای طول و ابعاد مقطع درست وارد شدهاند.
- در صورت وجود آلیاژ خاص، نوع آن را صحیح انتخاب کنید تا چگالی درست اعمال شود.
- از وارد کردن مقادیر غیر واقعی خودداری کنید تا نتیجه دقیق باشد.
- پس از وارد کردن دادهها، اعداد را دوباره بررسی کنید تا خطای محاسبه به حداقل برسد.





