نوشته های مرتبط



تسمه آلومینیوم 6061 به دلیل ترکیب بهینه از استحکام، قابلیت ماشین کاری عالی و مقاومت در برابر خوردگی، یکی از پر مصرف ترین آلیاژها در ساخت قطعات صنعتی به شمار می رود.
موفقیت در فرآیند ساخت و تولید این قطعات، مستلزم آگاهی دقیق از اصول و روش های خمکاری و جوشکاری این آلیاژ است تا از بروز ترک، تضعیف خواص مکانیکی و اعوجاج جلوگیری به عمل آید. این آلیاژ از جمله آلیاژهای آلومینیوم سری 6xxx بوده که عناصر آلیاژی اصلی آن منیزیم و سیلیسیم می باشد و قابلیت عملیات حرارتی رسوب سختی را دارد. در این مقاله به بررسی جامع روش های اصولی کار با تسمه آلومینیوم 6061 برای دستیابی به نتایجی با کیفیت صنعتی می پردازیم.
ویژگی های تسمه آلومینیوم 6061 و دلایل انتخاب آن برای قطعات صنعتی
تسمه آلومینیوم 6061 که اغلب با نام تجاری “آلومینیوم سازه ای” شناخته می شود، به دلیل خواص مکانیکی متعادل و همه جانبه خود انتخاب اول بسیاری از مهندسین و سازندگان است.
ترکیب شیمیایی و خواص مکانیکی
این آلیاژ پس از عملیات حرارتی T6 به استحکام تسلیم حدود 276 مگا پاسکال و استحکام کششی در حد 310 مگا پاسکال دست می یابد.
وجود منیزیم و سیلیسیم به تشکیل فاز intermetallic Mg2Si منجر شده که عامل اصلی استحکام بخشی از طریق عملیات حرارتی می باشد.
این آلیاهمچنین از چقرمگی شکست خوب و مقاومت به خوردگی عالی برخوردار است.
مزایای کلیدی در کاربردهای صنعتی
- نسبت استحکام به وزن بسیار مطلوب
- قابلیت ماشین کاری فوق العاده و تولید براده تمیز
- مقاومت عالی در برابر خوردگی اتمسفری
- قابلیت آبکاری و انجام انواع فرآیندهای سطحی
اصول و روش های خمکاری تسمه آلومینیوم 6061
خمکاری صحیح تسمه آلومینیوم 6061 نیازمند در نظر گرفتن عوامل متعددی از جمله جهت خم نسبت به جهت نورد، شعاع خم و وضعیت عملیات حرارتی ماده است.
تعیین حداقل شعاع خم مجاز
برای جلوگیری از ترک خوردن لبه خارجی خم، رعایت حداقل شعاع خم داخلی امری حیاتی است.
برای حالت T0 (نرم) شعاع خم می تواند برابر با ضخامت قطعه باشد، در حالی که برای حالت T6 (سخت شده) این شعاص باید حداقل 2 تا 3 برابر ضخامت تسمه در نظر گرفته شود.
| وضعیت عملیات حرارتی | حداقل شعاع خم داخلی توصیه شده |
|---|---|
| O (نرم) | 0.5 x ضخامت تسمه |
| T4 | 1.5 x ضخامت تسمه |
| T6 | 2.5 x ضخامت تسمه |
تکنیک های پیشرفته برای جلوگیری از ترک و اعوجاج
استفاده از قالب های V-die با عرض مناسب، به کارگیری غلتک های خمکاری برای مقاطع طویل و استفاده از عملیات حرارتی آنیل کردن موضعی قبل از خمکاری قطعات در حالت T6 از جمله روش های کاهش عیوب هستند.
جهت نورد نیز باید عمود بر خط خم باشد تا از ترک جلوگیری شود.
روش های جوشکاری تسمه آلومینیوم 6061
جوشکاری این آلیاژ با چالش هایی همراه است، اما با انتخاب روش و پارامترهای صحیح، می توان اتصالی مستحکم ایجاد کرد.
انتخاب روش جوشکاری بهینه
روش جوشکاری قوس تنگستن گاز (GTAW/TIG) به دلیل کنترل حرارت عالی، برای اکثر کاربردهای تسمه آلومینیوم 6061 روشی ایده آل محسوب می شود.
روش جوشکاری قوس فلز گاز (GMAW/MIG) نیز برای مقاطع ضخیم تر و پروژه های طولانی که سرعت بالاتری نیاز است، به کار می رود.
انتخاب سیم جوش مناسب و آماده سازی سطح
برای جوشکاری آلیاژ 6061، معمولاً از سیم جوش Alloy 4043 یا 5356 استفاده میشود. انتخاب بین این دو سیم جوش بستگی به نیازهای خاص پروژه دارد.
- سیم جوش 4043: برای کاربردهای عمومی، سیالیت عالی و حساسیت کمتر به ترک گرم.
- سیم جوش 5356: برای دستیابی به رنگ بهتر پس از آنودایز، استحکام higher.
تمیزکاری سطح با برس استیل ضد زنگ و حلال های مناسب برای حذف اکسید آلومینیوم و آلودگی های روغنی قبل از جوشکاری ضروری است.
مقایسه ویژگیهای سیم جوش 4043 و 5356
سیم جوش 4043 دارای 5% سیلیسیم بوده و برای جوشکاری آلیاژهای سری 6000 مناسب است. سیم جوش 5356 با دارا بودن 5% منیزیم، استحکام بالاتر و مقاومت خوردگی بهتری در محیطهای دریایی ارائه میدهد.
فرآیند آمادهسازی سطح در آلوم متال
در آلوم متال، آمادهسازی سطح با استفاده از دستگاههای پیشرفته تمیزکاری و مواد شیمیایی مخصوص انجام میشود. آلوم متال آراک با بهرهگیری از تکنولوژیهای مدرن، اطمینان حاصل میکند که سطح قطعات کاملاً عاری از آلودگی و اکسید باشد.
پارامترهای جوشکاری بهینه
- برای سیم جوش 4043: جریان 150-200 آمپر، ولتاژ 18-22 ولت
- برای سیم جوش 5356: جریان 160-210 آمپر، ولتاژ 19-23 ولت
- استفاده از گاز محافظ آرگون با خلوص 99.99% برای هر دو نوع سیم جوش توصیه میشود.
کنترل کیفیت پس از جوشکاری
پس از اتمام جوشکاری، انجام آزمونهای غیرمخرب مانند PT و RT برای اطمینان از کیفیت اتصال ضروری است. همچنین آزمونهای مکانیکی برای سنجش استحکام جوش انجام میشود.
راهکارهای پیشگیری از عیوب جوش
کنترل دمای پیشگرم در محدوده 100-150 درجه سانتیگراد، استفاده از تکنیک جوشکاری صحیح و کنترل سرعت جوشکاری از مهمترین عوامل در جلوگیری عیوب جوش هستند.
عملیات حرارتی پس از جوشکاری تسمه آلومینیوم 6061
منطقه affected by heat) HAZ) در اطراف جوش، به دلیل قرارگیری در معرض دمای بالا، خواص مکانیکی خود را از دست می دهد.
بازیابی استحکام از طریق عملیات حرارتی
برای بازیابی کامل استحکام در منطقه HAZ، انجام عملیات حرارتی محلول سازی و سپس پیرسازی (Solution Heat Treatment and Aging) پس از جوشکاری روی کل قطعه ضروری است.
این فرآیند، رسوبات strengthening را مجددا تشکیل می دهد.
روش تنش زدایی برای کاهش اعوجاج
برای قطعاتی که امکان عملیات حرارتی کامل وجود ندارد، انجام تنش زدایی (Stress Relieving) در دمای حدود 345 درجه سانتی گراد به مدت 1 تا 2 ساعت می تواند برای کاهش تنش های پسماند ناشی از جوشکاری و جلوگیری از اعوجاج موثر باشد.
قیمت گذاری تسمه آلومینیوم 6061
برای استعلام دقیق قیمت تسمه آلومینیوم 6061 در ابعاد و ضخامت های مختلف و دریافت sheet، می توانید از طریق ابزار زیر اقدام نمایید.
این ابزار قیمت را بر اساس نرخ روز شمش و هزینه تولید محاسبه می کند.
کاتالوگ تسمه آلومینیوم 6061
برای مشاهده مشخصات فنی کامل، جداول وزنی، استانداردهای مربوطه و دیتاشیت خواص مکانیکی، می توانید از کاتالوگ جامع محصول استفاده نمایید.
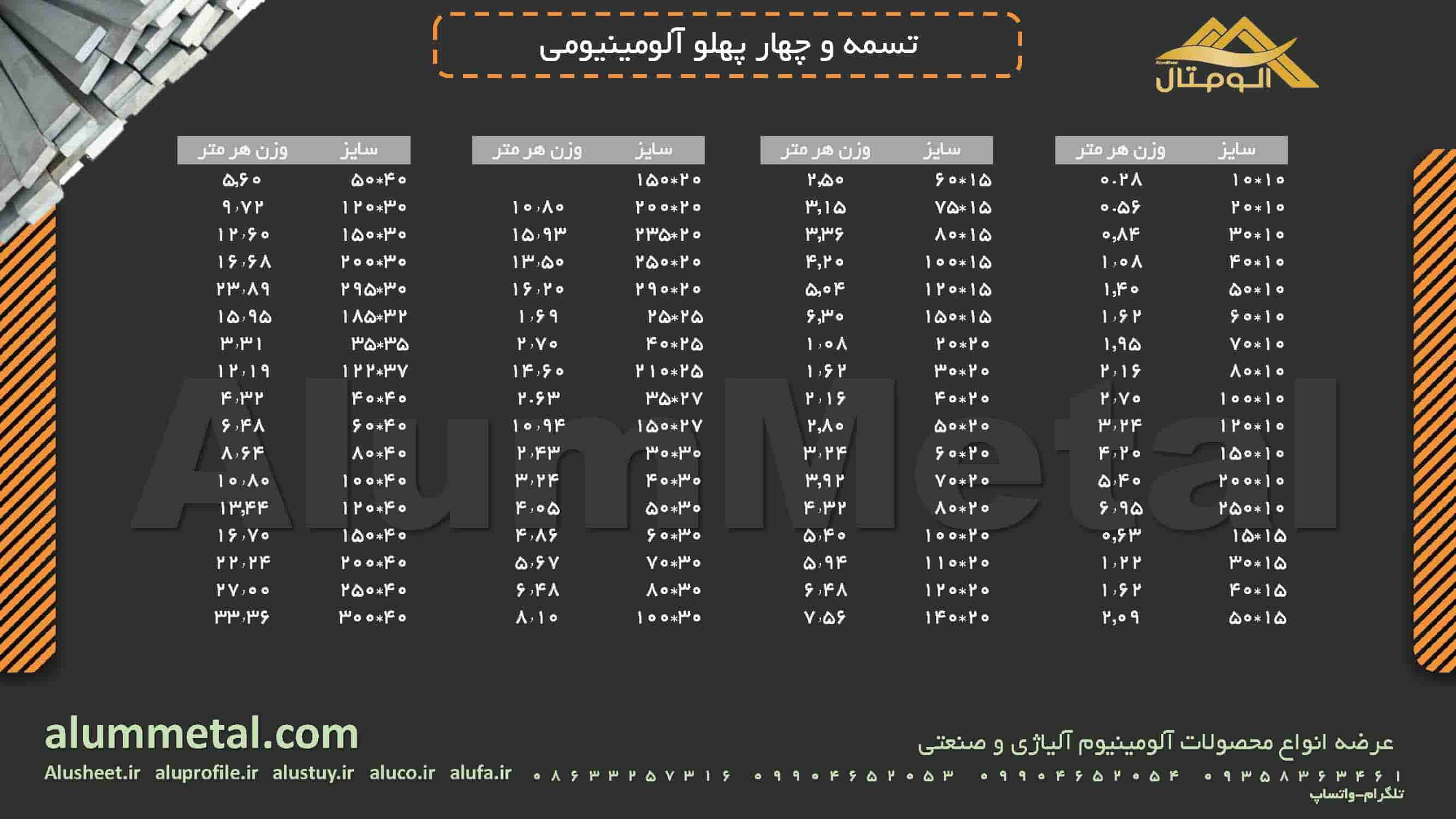
محاسبه وزن تسمه و چهارپهلو آلومینیوم
برای محاسبه وزن انواع تسمهها و پروفیلهای چهارپهلو آلومینیومی با آلیاژهای مختلف میتوانید از این ماشین حساب استفاده نمایید. مقادیر طول و ابعاد مقطع را وارد کنید تا وزن دقیق محاسبه شود.
نکات مهم برای محاسبه صحیح:
- اطمینان حاصل کنید که واحدهای طول و ابعاد مقطع درست وارد شدهاند.
- در صورت وجود آلیاژ خاص، نوع آن را صحیح انتخاب کنید تا چگالی درست اعمال شود.
- از وارد کردن مقادیر غیر واقعی خودداری کنید تا نتیجه دقیق باشد.
- پس از وارد کردن دادهها، اعداد را دوباره بررسی کنید تا خطای محاسبه به حداقل برسد.

عیب یابی و بررسی مشکلات رایج در خمکاری و جوشکاری
ترک خوردگی پس از خمکاری
این مشکل معمولا ناشی از شعاع خم بسیار tight، جهت خمکاری اشتباه نسبت به جهت نورد یا سخت بودن بیش از حد ماده (حالت T6) است. آنیل کردن موضعی قبل از خمکاری می تواند راهگشا باشد.
تخلخل در جوش
تخلخل اغلب به دلیل تمیزکاری ناکافی سطح، رطوبت موجود در گاز محافظ یا الکترود و یا سرعت حرکت بسیار بالای مشعل ایجاد می شود.
اطمینان از dryness گاز آرگون و تمیزکاری اصولی سطح الزامی است.




